.png)
高精度なアルミ部品のマシニング加工なら淀川金属へ|品質で選ばれる理由

アルミ マシニング 精密加工の注意点と加工条件 ─ 寸法不安定・バリ発生・薄肉歪みを現場経験から解説 ─

アルミニウムのマシニング精密加工は、軽量化と高精度を両立できるため、半導体装置部品や産業機械部品など多くの分野で採用されています。しかし実際の加工現場では寸法が安定しない・バリが発生する・薄肉部品が歪むといったトラブルが頻繁に発生します。アルミは被削性が高い材料ですが、熱膨張や内部応力の影響を受けやすく、単純に高速加工すれば精度が出るわけではありません。
この記事ではアルミ マシニング 精密加工の基礎特性、発生しやすいトラブルの原因、現場で実践されている加工条件と対策を体系的に解説します。設計担当者や購買担当者が加工品質を判断する際に役立つ実務情報をまとめています。
アルミ マシニング 精密加工とは何か・どんな特徴があるか
アルミ マシニング加工とは、マシニングセンタを用いてアルミニウム材料を高精度に切削加工する技術です。アルミは比重が約2.7と鉄の約1/3の軽量材料であり、切削抵抗が小さいため高速加工が可能です。一方で線膨張係数は約23×10⁻⁶/℃と大きく、温度変化によって寸法が変化しやすいという特徴があります。
そのため±0.01mmレベルの精密加工では、加工条件だけでなく温度管理や工程設計が重要になります。アルミの一般的な加工特性についてはアルミ加工の基礎知識についてはこちらでも解説しています。
代表的なアルミ合金の特徴を以下にまとめます。
| 材料名 | 系統 | 特徴 | 主な用途 |
|---|---|---|---|
| A5052 | Al-Mg系 | 耐食性が高いが粘りが強くバリが出やすい | 装置部品・板金部品 |
| A6061 | Al-Mg-Si系 | 強度と加工性のバランスが良い | 機械部品・構造部材 |
| A7075 | Al-Zn系 | 高強度だが内部応力が大きい | 航空機部品 |
| A2017 | Al-Cu系 | 強度が高く切削性も良い | 機械部品 |
アルミは「削りやすい材料」と言われますが、実際の現場では熱膨張と粘りによるバリ発生が品質トラブルの原因になることが多い材料です。
アルミ マシニング加工で発生しやすいトラブル
アルミ精密加工では、材料特性と加工条件の影響によって以下のトラブルが発生しやすくなります。
① 寸法が安定しない
アルミは熱膨張係数が大きく温度変化の影響を受けやすい材料です。例えば100mmの部品は温度差10℃で約0.023mm伸縮します。
- 組立不良が発生する
- ロット間の寸法バラツキ
- 測定値と現場寸法が一致しない
- 量産時の再調整が必要になる
特に加工室と検査室の温度差が大きい場合、測定値が安定しないことがあります。
② バリの発生
アルミは延性が高く、切削時に材料が塑性変形しやすいためバリが発生しやすい材料です。
バリが発生しやすい条件
- 送り速度が低すぎる
- 工具摩耗が進んでいる
- 刃数が多いエンドミル
- クーラント不足
③ 薄肉部品の歪み
アルミ部品の薄肉加工では、内部応力の解放やクランプ圧によって変形が発生します。
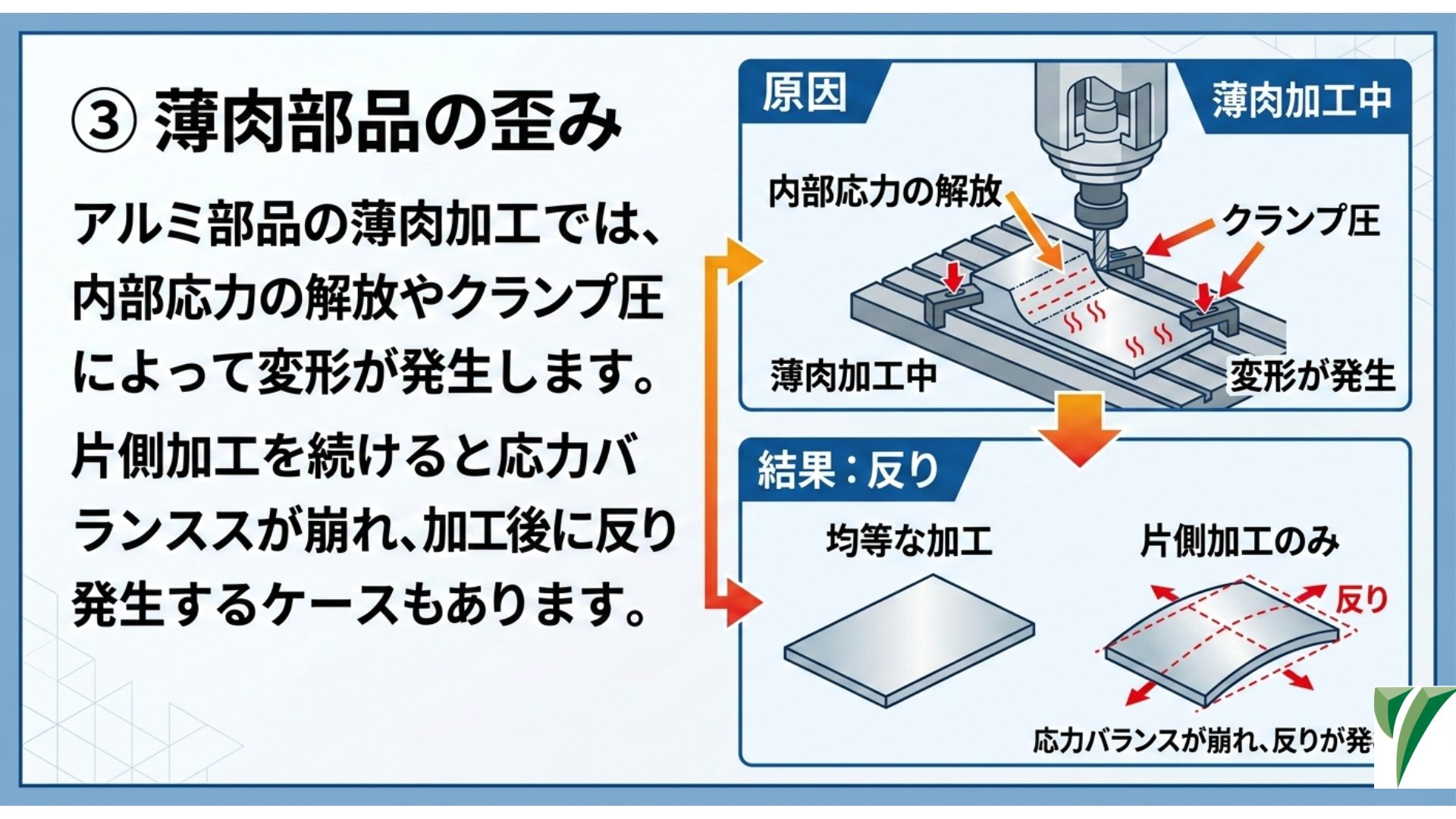
片側加工を続けると応力バランスが崩れ、加工後に反りが発生するケースもあります。
加工職人が重視するアルミ精密加工のポイント
アルミ精密加工では、機械性能だけでなく加工ノウハウが品質に直結します。
ポイント① 温度管理
±0.01mmの精度を狙う場合、材料温度の影響を考慮する必要があります。
精密加工では加工室と測定室を20℃±1℃で管理し、材料を一定時間馴染ませてから測定します。
温度差が大きい状態で測定すると、実際の寸法との差が発生します。
ポイント② 材料特性の理解
アルミ合金は材質ごとに加工特性が異なります。
| 特性 | A5052 | A6061 |
|---|---|---|
| 切削性 | やや粘りあり | 良好 |
| バリ発生 | 出やすい | 比較的少ない |
| 強度 | 中程度 | 中〜高 |
| 用途 | 装置部品 | 機械部品 |
ポイント③ 薄肉加工の工程設計
薄肉部品では工程設計が品質を左右します。
- 粗加工→時効処理:内部応力を安定化させる
- 対称加工:応力バランスを維持する
- 段階的肉抜き:変形を抑える
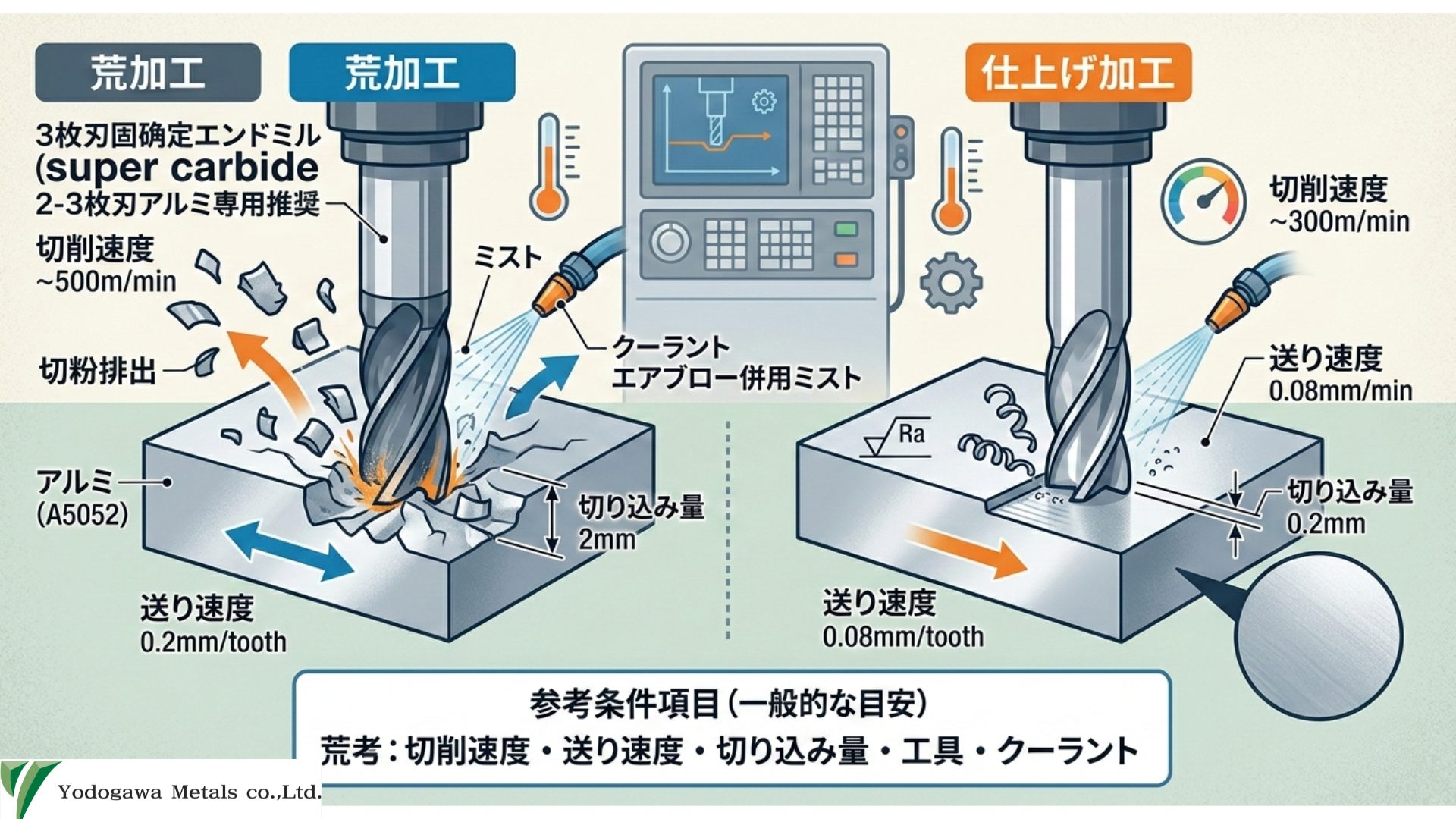
アルミ マシニングの代表的な加工条件の目安
以下の条件は一般的な参考値です。あくまで目安であり、実際の加工では試し切りによる調整が重要になります。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度 | 300〜600m/min | 200〜400m/min | 工具径で調整 |
| 送り速度 | 0.1〜0.3mm/tooth | 0.05〜0.15mm/tooth | 面粗度に影響 |
| 切り込み量 | 1〜3mm | 0.1〜0.3mm | 仕上げは浅く |
| 工具 | 超硬エンドミル | 2〜3枚刃 | アルミ専用推奨 |
| クーラント | エアブロー併用 | ミスト | 切粉排出 |
加工条件は機械剛性、工具突出量、ワーク固定方法によって大きく変化します。現場では主軸振れや工具摩耗を確認しながら微調整を行います。
そのお悩み、一度ご相談ください
試作1個から量産まで対応。図面をお持ちでなくても概算見積りが可能です。
アルミ マシニング精密加工を外注する際のチェックポイント
アルミ加工の品質は設備だけでなく、加工ノウハウによって大きく変わります。
確認① 測定設備
精密部品では測定設備が重要です。
- 三次元測定機の有無
- 画像測定機の保有
- 測定室の温度管理
確認② 主軸精度
主軸振れが大きいと面粗度が悪化します。
- 定期校正の有無
- 工具管理体制
- 加工機の年式
確認③ 試作対応
試作対応のスピードも重要です。
- 1個から対応可能か
- 図面レビュー対応
- 材料調達能力
初めて依頼する場合はいきなり量産ではなく試作からスタートすることで品質リスクを抑えられます。
よくあるご相談(FAQ)
淀川金属にお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- アルミは熱膨張が大きく寸法管理が重要
- バリ・歪みは加工条件と工程設計で改善できる
- 温度管理と測定環境が精度安定の鍵
- 外注時は設備と加工ノウハウを確認する
アルミ精密加工では、材料特性と加工条件を理解することが品質安定の鍵になります。
アルミ加工の詳しいポイントについてはアルミマシニング加工の品質管理ガイドをご覧ください。
淀川金属ではアルミ精密フライス加工において試作1点から量産まで対応し、四段階検査体制で品質を保証しています。図面段階からの加工相談も可能です。
お気軽にご連絡ください
フライス加工・マシニングセンタ加工専門の技術スタッフが対応します。
お見積りは無料、通常3営業日以内にご回答します。

株式会社 淀川金属
1996年設立。大阪を拠点に、精密金属加工(マシニング、CNC旋盤、ワイヤーカット、放電加工)から板金加工、治工具製作、産業用合理化機械(FA)開発まで一貫対応しています。アルミ・ステンレス・伸銅・樹脂など幅広い材質に対応し、試作1点から量産まで支援。新規品は四段階検査を実施し、三次元測定機・画像測定機などの設備で精度を保証。本コラムは現場で蓄積した一次情報をもとに、設計・発注・加工判断に役立つ実務知識を提供します。

㈱淀川金属/代表取締役 山岡健一
淀川金属株式会社 代表取締役、山岡健一。 10代で板金加工の現場に入り、製造業一筋で技術と経験を積み重ねてきた。 約20年前にはマレーシアで大手鉄道会社のプロジェクトを成功させるなど、国内外のものづくりに携わる。 現在は80名のスタッフを率い、設計から加工・溶接・組立までを自社で完結する一貫生産体制を強みに事業を展開している。
試作1点・短納期案件のご相談も承っています。図面段階からの技術相談も可能ですので、お気軽にお問い合わせください。
関連記事
-
 大坂でアルミ精密加工会社をお探しなら淀川金属へ─難加工・他社断り・試作1個対応─
大坂でアルミ精密加工会社をお探しなら淀川金属へ─難加工・他社断り・試作1個対応─ -
A6061のフライス加工の外注・ご依頼なら淀川金属へ─
-
大坂でアルミのフライス加工の外注先をお探しなら淀川金属へ─難加工・品質不安も淀川金属が解決─
-
大阪でアルミ精密加工の見積りをお急ぎの方へ|試作1個から最短3営業日回答の淀川金属
-
アルミの複合加工のご依頼は淀川金属へ─一貫対応・四段階検査─
-
アルミのマシニング加工の外注・ご依頼なら淀川金属へ─約30年の実績・試作1個対応─
-
大坂でアルミの薄肉加工の外注先をお探しなら─変形・精度不安も淀川金属が解決|大阪─
-
大坂でA2017のフライス加工の外注・ご依頼なら淀川金属へ─大阪・約30年の実績・試作1個対応─







