.png)
アルミ 板加工の注意点と選び方 ─ 歪み・傷・精度不足を現場経験から解説 ─

アルミ 板加工の注意点と選び方 ─ 歪み・傷・精度不足を現場経験から解説 ─

アルミニウムは軽量で耐食性に優れる一方、板加工の現場では「材料の柔らかさによる傷」や「内部応力による反り・歪み」といった特有の課題に直面します。特に薄板の精密加工や大径の穴あけなど、設計段階で考慮すべきポイントが多く存在します。
この記事では、淀川金属が培ってきたアルミ板加工のノウハウをもとに、材料選定から加工トラブルの回避策、外注時のチェックポイントまでを詳しく解説します。設計者や購買担当者の方が、コストと品質のバランスを最適化するためのガイドとしてお役立てください。
アルミ板加工とは何か・どんな特徴があるか
アルミ板加工は、マシニングセンタを用いた「切削加工」と、シャーリングやレーザーによる「板金加工」の2つの側面を持ちます。用途に応じて最適な工法を選ぶことが、コストダウンの第一歩です。
材料としてのアルミは、JASOやJIS規格により多くの系統に分類されます。それぞれの加工性(被削性)や強度、耐食性の違いを把握しておくことが重要です。
| 材料名 | 系統 | 特徴 | 主な用途 |
|---|---|---|---|
| A5052 | Al-Mg系 | 最も一般的。中程度の強度で溶接性・耐食性が良好。 | 板金部品、一般機械部品 |
| A2017 | Al-Cu系 | ジュラルミンと呼ばれ、強度が非常に高いが耐食性は劣る。 | 航空宇宙部品、高強度ボルト |
| A6061 | Al-Mg-Si系 | 強度、耐食性、表面処理性のバランスに優れる。 | 建築材、船舶、車両フレーム |
| A7075 | Al-Zn-Mg-Cu系 | 超々ジュラルミン。最高クラスの強度を持つが加工は難しい。 | スポーツ用品、航空機構造材 |
アルミは鉄に比べて熱膨張係数が大きいため、加工中の発熱管理を怠ると寸法の「逃げ」が発生します。また、粘り気が強いため、刃先への「溶着」がトラブルの起点になりやすいのが現場の実感です。
アルミ板加工で発生しやすいトラブル
アルミ板加工において、避けては通れない代表的なトラブルとその原因を整理します。
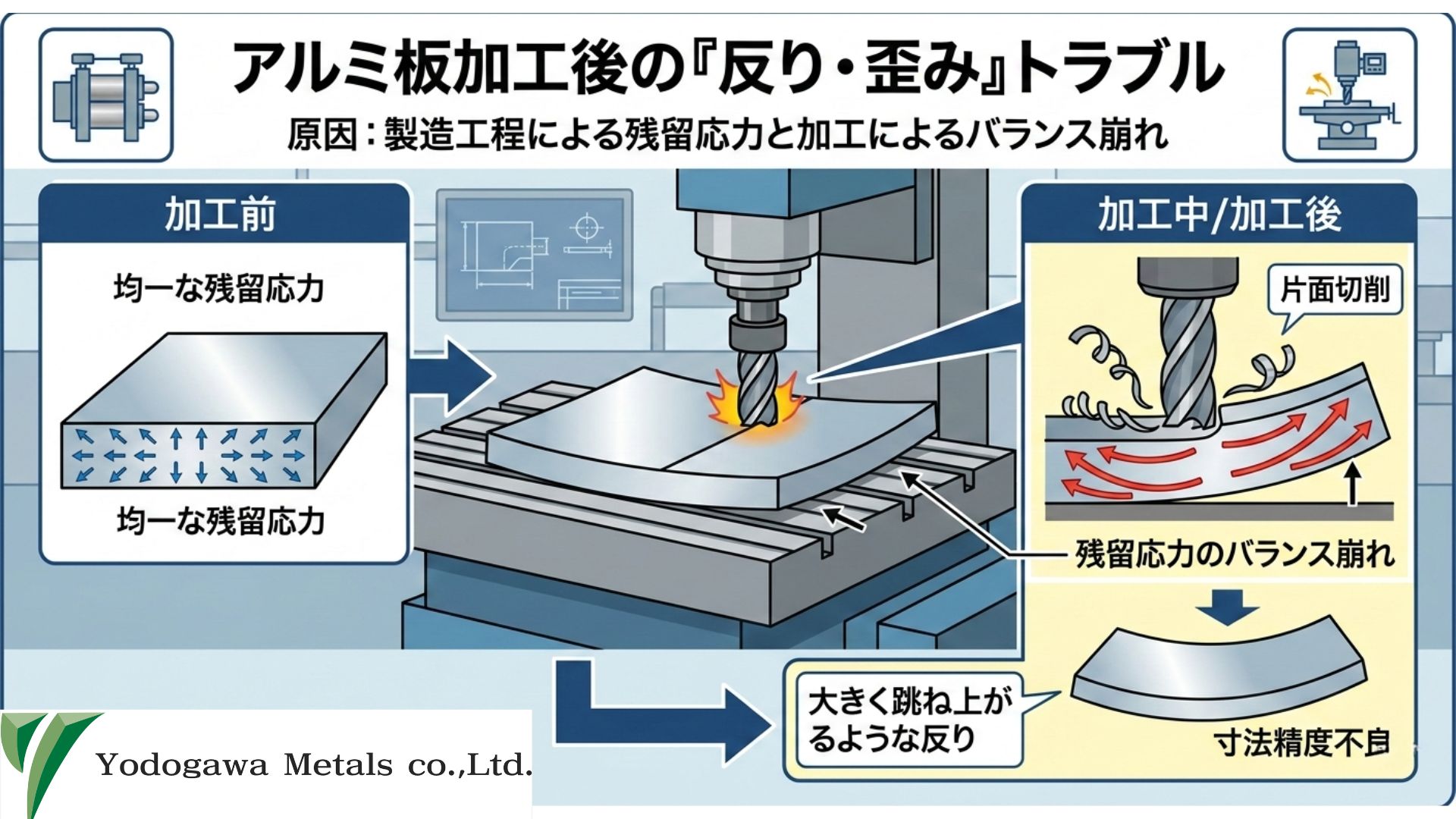
① 加工後の「反り・歪み」
アルミ板には製造工程(圧延)による残留応力が含まれています。このため、片面を大きく削り込むと、応力のバランスが崩れて板が大きく跳ね上がるように反ってしまいます。
- 平面度・平行度の未達
- 後工程での組み付け不良
- 次工程のクランプが困難になる
- 仕上がり寸法のばらつき
② 切削バリの発生
アルミは柔軟性が高いため、刃物が抜ける際に材料が塑性変形を起こし、大きなバリが残りやすい性質があります。
発生しやすい条件
- 工具の刃先が摩耗している
- 刃物の逃げ角が不足している
- 仕上げ代(切り込み量)が不適切
- 送り速度が遅すぎる
③ 表面の擦り傷・打痕
アルミは表面硬度が低いため、切り屑(チップ)を噛み込んだり、治具との接触によって容易に傷がつきます。特にアルマイト処理などの外観重視品では致命的な欠陥となります。

加工職人が重視するアルミ板加工のポイント
品質を安定させるために、淀川金属の職人が実践している管理ポイントです。
ポイント① クランプ(固定)の工夫
薄板の場合、強く締め付けすぎると治具を外した瞬間に形状が戻り、精度が出ません。「点」ではなく「面」で押さえる真空チャックや、低融点合金を用いた固定など、材料に負荷をかけない工夫が求められます。
荒加工後に一度クランプを緩め、応力を解放してから仕上げ加工を行うことで、完成後の歪みを劇的に抑えることが可能です。
ポイント② 切り屑の確実な排出
アルミ加工の成否は「いかにチップを逃がすか」にかかっています。再切削(一度出た切り屑を再度噛むこと)を防ぐため、クーラントの圧力や方向にこだわります。
| 特性 | 水溶性クーラント | セミドライ(MQL) |
|---|---|---|
| 冷却性能 | 非常に高い | 限定的 |
| 潤滑性能 | 良好 | 非常に高い(溶着防止に強い) |
| チップ排出 | 流量で押し流す | エア圧で飛ばす |
ポイント③ 工具選定(アルミ専用刃)
鋼用工具の流用は厳禁です。アルミ専用のエンドミルは、溝のねじれ角が大きく、チップポケットが広く設計されており、排出性を極限まで高めています。
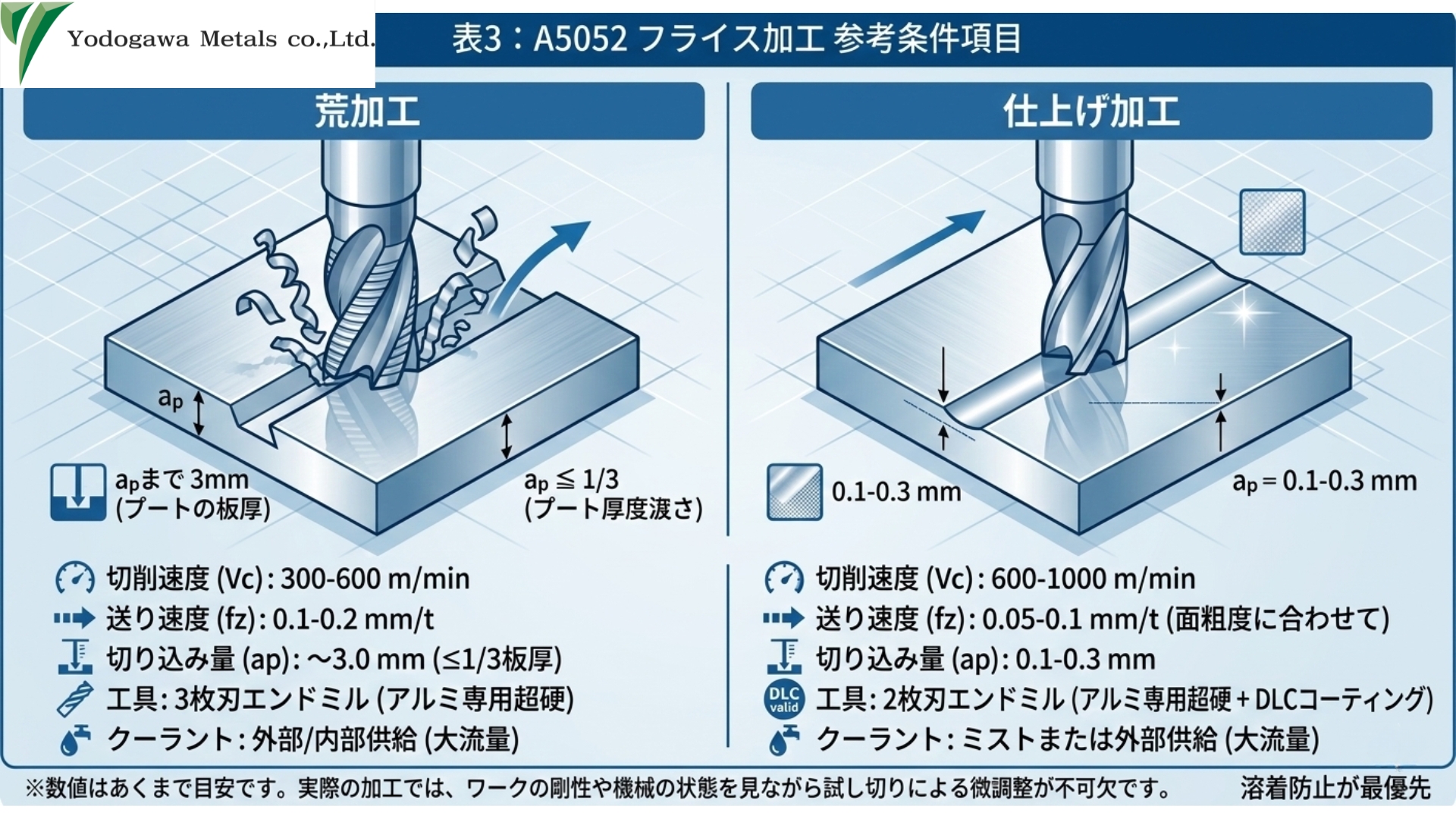
アルミ板加工の代表的な加工条件の目安
※数値はあくまで目安です。実際の加工では、ワークの剛性や機械の状態を見ながら試し切りによる微調整が不可欠です。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度 (Vc) | 300-600 m/min | 600-1000 m/min | 超硬工具使用時 |
| 送り速度 (fz) | 0.1-0.2 mm/t | 0.05-0.1 mm/t | 面粗度に合わせて調整 |
| 切り込み量 (ap) | 〜3.0 mm | 0.1-0.3 mm | 板厚の1/3以下を推奨 |
| 工具 | 2枚刃/3枚刃エンドミル | アルミ専用超硬エンドミル | DLCコーティングが有効 |
| クーラント | 外部/内部供給(大流量) | ミストまたは外部供給 | 溶着防止が最優先 |
特に薄板の場合、共振(ビビリ)が発生しやすいため、主軸回転数をあえて落としたり、防振機能付きのツールホルダーを使用するなどの現場判断が品質を左右します。
そのお悩み、一度ご相談ください
試作1個から量産まで対応。図面をお持ちでなくても概算見積りが可能です。
アルミ板加工を外注する際のチェックポイント
高品質なアルミ部品を調達するためには、加工会社の設備だけでなく「管理体制」に目を向ける必要があります。
確認① 薄物・精密加工の実績
アルミ板、特に厚さ10mm以下の加工は専用のノウハウが必要です。過去に同等の板厚・公差の製品を手がけているか確認しましょう。
確認② 二次加工(表面処理)との連携
アルミは加工直後から酸化が始まります。アルマイトや塗装まで一貫して管理できる、あるいは信頼できる協力会社を持っているかが重要です。
確認③ 測定設備の充実度
板加工では「面」の精度が問われます。三次元測定機や画像測定機など、幾何公差を数値で保証できる環境があるかを確認してください。
図面上の公差が厳しい場合や、歪みが懸念される形状の場合は、いきなり量産せず試作1個から開始し、現場での現物確認を行うことを推奨します。
よくあるご相談(FAQ)
淀川金属にお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- A5052やA6061など、用途に合わせた最適な材料選定がコストと品質を分ける
- アルミ特有の「残留応力による反り」を計算に入れた加工工程が不可欠
- 溶着やバリを防ぐアルミ専用工具と冷却が職人のこだわりの見せ所
- 外注先選定では薄物加工の実績と測定設備の有無を必ずチェック
アルミ板加工の品質向上の鍵は、材料特性を理解し、いかに「無理な負荷をかけずに削るか」という現場の知恵にあります。
淀川金属では、長年培った精密加工技術と、三次元測定機による徹底した品質管理で、お客様の難易度の高い要求にお応えします。アルミ板加工でお困りの際は、ぜひ私たちにご相談ください。
お気軽にご連絡ください
フライス加工・マシニングセンタ加工専門の技術スタッフが対応します。
お見積りは無料、通常3営業日以内にご回答します。

株式会社 淀川金属
1996年設立。大阪を拠点に、精密金属加工(マシニング、CNC旋盤、ワイヤーカット、放電加工)から板金加工、治工具製作、産業用合理化機械(FA)開発まで一貫対応しています。アルミ・ステンレス・伸銅・樹脂など幅広い材質に対応し、試作1点から量産まで支援。新規品は四段階検査を実施し、三次元測定機・画像測定機などの設備で精度を保証。本コラムは現場で蓄積した一次情報をもとに、設計・発注・加工判断に役立つ実務知識を提供します。

㈱淀川金属/代表取締役 山岡健一
淀川金属株式会社 代表取締役、山岡健一。 10代で板金加工の現場に入り、製造業一筋で技術と経験を積み重ねてきた。 約20年前にはマレーシアで大手鉄道会社のプロジェクトを成功させるなど、国内外のものづくりに携わる。 現在は80名のスタッフを率い、設計から加工・溶接・組立までを自社で完結する一貫生産体制を強みに事業を展開している。
試作1点・短納期案件のご相談も承っています。図面段階からの技術相談も可能ですので、お気軽にお問い合わせください。
関連記事
-
 大坂でA2017のフライス加工の外注・ご依頼なら淀川金属へ─大阪・約30年の実績・試作1個対応─
大坂でA2017のフライス加工の外注・ご依頼なら淀川金属へ─大阪・約30年の実績・試作1個対応─ -
大坂でA5052のフライス加工の外注先は淀川金属へ─大阪・四段階検査─
-
守口市でアルミのマシニング加工の外注先をお探しなら─難加工・品質不安も淀川金属が解決─
-
守口市のアルミ加工の見積り・ご依頼なら淀川金属へ─試作1個対応・四段階検査─
-
関西でアルミフライス加工の見積り・ご依頼なら淀川金属へ─試作1個対応・四段階検査─
-
大阪でアルミ精密加工の見積りでお困りなら─品質不安・短納期も淀川金属が解決─
-
大阪でアルミのフライス加工の見積を取るなら淀川金属へ─試作〜量産対応─
-
アルミ一貫加工の外注・ご依頼なら淀川金属へ─約30年の実績・試作1個対応─







