.png)
アルミ切削加工のコスト削減のポイントと設計のコツ ─ R設定の適正化・深穴回避・公差緩和を現場経験から解説 ─

アルミ切削加工のコスト削減のポイントと設計のコツ ─ R設定の適正化・深穴回避・公差緩和を現場経験から解説 ─

アルミニウムは優れた切削性を持ちますが、その設計次第で加工費は大きく変動します。現場では、「工具の届かない隅アール」や「切りくずが詰まる深穴」といった、加工時間を不必要に増大させ、刃物破損を招く設計トラブルが散見されます。
この記事では、設計エンジニアが知っておくべきアルミ切削加工のコストを最大30%削減する具体的な設計テクニックを解説します。材料選定から図面の公差設定まで、購買担当者や設計者が明日から使える実務情報をまとめました。
アルミ切削加工とは|高効率・高精度な部品製作の基礎
アルミ切削加工は、軽量で熱伝導性に優れるアルミニウム合金を、マシニングセンタや旋盤を用いて削り出す工法です。鉄鋼材料に比べて切削抵抗が低いため、200〜600m/minといった高速切削が可能であり、短納期対応に向いています。一方、材料の硬度が低いために傷がつきやすく、熱膨張係数が大きいため寸法変化に注意が必要です。アルミ加工の基礎知識についてはこちらでも詳しく解説しています。
設計時にまず検討すべきは「材料の種類」です。市場流通性の高い標準材を選ぶことで、材料費と調達リードタイムを抑制できます。
| 材料名 | 系統 | 特徴 | 主な用途 |
|---|---|---|---|
| A5052 | Al-Mg系 | 最も汎用的なアルミ材。溶接性・耐食性が良好。 | プレート、筐体、一般部品 |
| A6061 | Al-Mg-Si系 | 強度が高く熱処理が可能。構造材に適する。 | 船舶、車両、陸上構造物 |
| A7075 | Al-Zn-Mg-Cu系 | 超々ジュラルミン。アルミ合金中最高の強度。 | 航空機部品、スポーツ用品 |
| A2017 | Al-Cu系 | ジュラルミン。強度と加工性のバランスが良い。 | ギヤ、油圧部品 |
アルミは切削性が良い反面、構成刃先(チップの刃先にアルミが溶着する現象)が発生しやすいのが難点です。これが起こると仕上げ面が荒れ、寸法精度の悪化を招きます。現場では、鋭い刃先と適切なクーラント供給でこれを防いでいます。
アルミ切削加工で発生しやすいトラブル
設計段階で考慮が漏れると、加工現場では以下のようなトラブルが頻発し、結果として加工費の見積もりが跳ね上がります。
① 切りくずの噛み込みと溶着
アルミは延性が高いため、切りくずが長くつながりやすい特性があります。特にポケット加工や深穴加工において、切りくずの排出が滞ると工具に巻き付き、ワーク表面に傷をつけたり、最悪の場合は工具が折損します。
- ワーク表面のスクラッチ傷による外観不良
- 工具折損による加工中断と手戻り
- 熱がこもることによる熱変位と寸法不良
- 刃先への溶着による表面粗さの低下
② ワークの歪みと反り
内部応力が残っている材料を大きく削り落とすと、加工後に「反り」が発生します。特に薄肉設計の部品では顕著です。
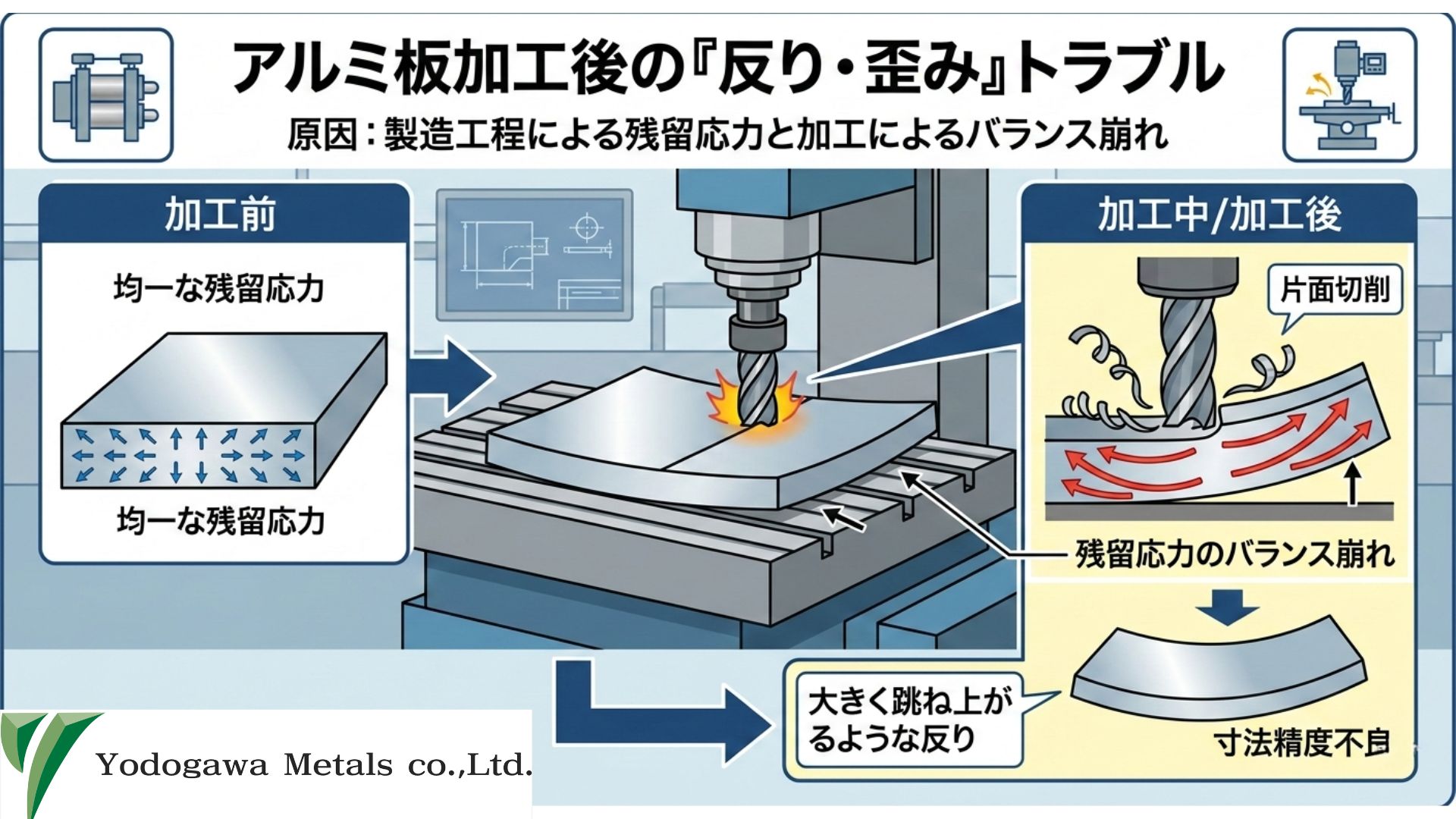
反りを防ぐ設計上の配慮
- 肉厚を均一に保ち、局所的な薄肉化を避ける
- 非対称な大幅な削り込みを避ける設計にする
- 精密な平面度が必要な場合は、粗加工後の応力除去を考慮する
- 底面の肉厚を少なくとも3mm以上確保する
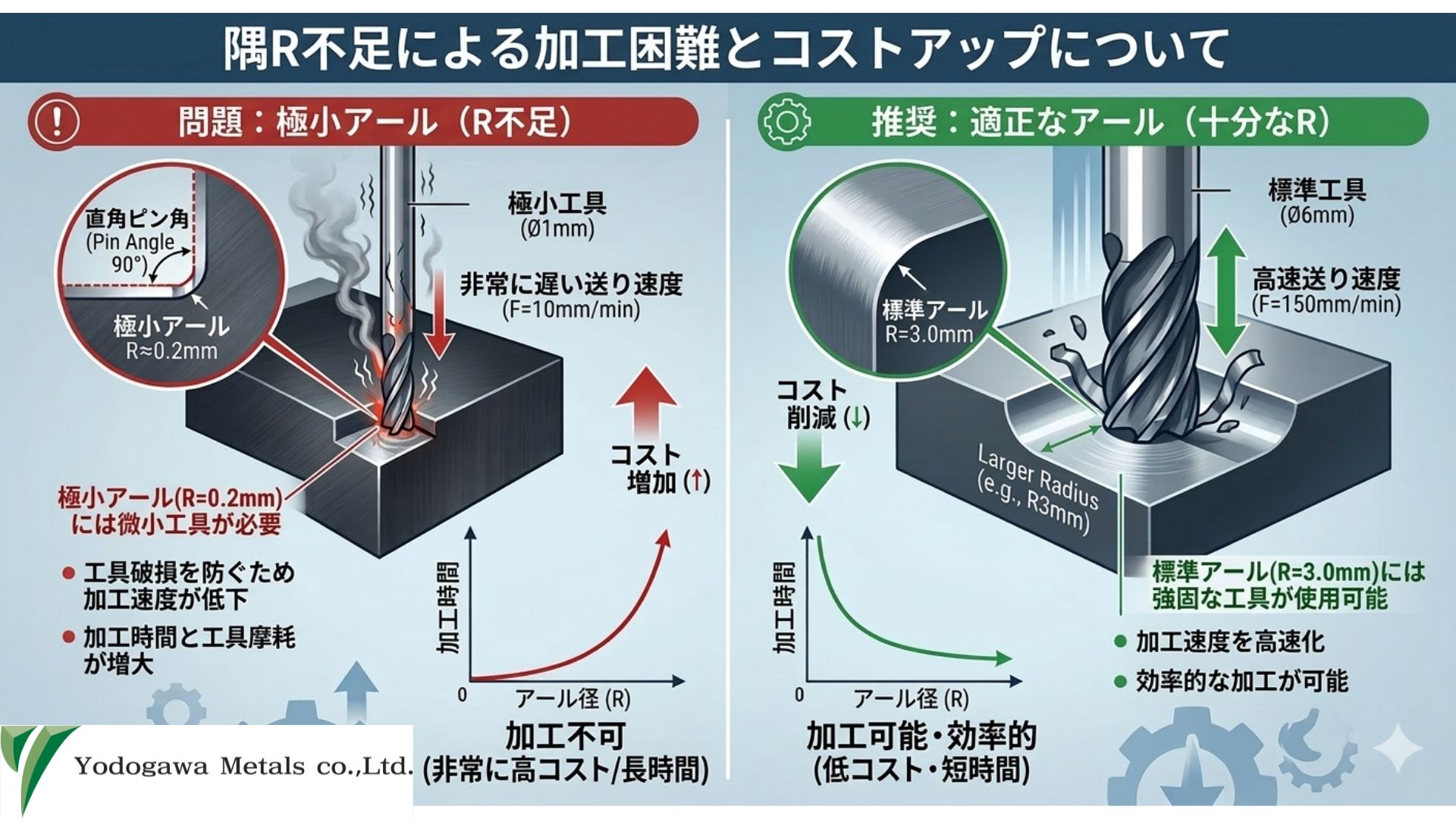
③ 隅アール(R)不足による加工不可
直角(ピンカド)に近い隅アールを指示されると、極小径の工具を使用せざるを得ません。細い工具は「送り速度」を極端に落とさなければならないため、加工時間が指数関数的に増加し、コストアップに直結します。
加工職人が重視するアルミ設計のポイント
コストダウンと品質向上を両立させるために、設計者が守るべき「現場発のルール」が3つあります。
ポイント① 内角Rは「最大化」かつ「深いほど大きく」
隅アールの理想は、使用するエンドミルの半径(R)よりもわずかに大きい値です。例えばR3(φ6工具)が必要な場所にR3.5を指示いただくと、工具がコーナーでスムーズに旋回でき、ビビリを抑制できます。
コストを抑えるなら「L/D(加工深さ÷工具径)が5以下」になるようにRを設定してください。深さ20mmならR2.5以上が理想。これを超えるとロング工具が必要になり、加工効率が50%以下まで低下します。
ポイント② 深穴加工の制限(L/D比)
穴加工において、深さが直径の3倍を超えると難易度が上がります。5倍を超えると特殊なステップ加工が必要になり、10倍を超えるとガンドリル等の特殊加工が必要になります。
| 深さ/直径(L/D) | 難易度 | コスト影響 |
|---|---|---|
| 〜3倍 | 容易 | 標準的なコスト |
| 3〜5倍 | 普通 | 1.2倍〜1.5倍 |
| 5〜10倍 | 高い | 2倍〜(工具選定が必要) |
ポイント③ 公差設定の最適化
全ての寸法に±0.01mmのような厳しい公差を入れるのは避けましょう。アルミは熱膨張の影響を強く受けるため、過剰な高精度は特殊な温度管理環境を必要とし、見積価格を大幅に押し上げます。
- 一般公差の活用:JISのB 0405「中級(m)」を基準にし、必要な箇所のみ個別指示。
- 嵌合部の配慮:軸と穴の組み合わせを考慮し、機能を満たす範囲で最も緩い公差を選択。
- 表面粗さの指定:外観に関係ない箇所は Ra6.3〜12.5程度を許容する。
アルミ切削加工の代表的な加工条件の目安
淀川金属の現場で使用している、A5052を基準としたマシニング加工の参考条件です。あくまで目安であり、機械の剛性や工具の突き出し長によって最適解は異なります。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度(Vc) | 300〜500 m/min | 400〜800 m/min | 超硬DLCコーティング工具推奨 |
| 1刃送り(fz) | 0.1〜0.2 mm/t | 0.03〜0.08 mm/t | 小径工具は値を下げる |
| 切り込み量(ap) | 〜1D | 0.05〜0.1 mm | 反り防止のため仕上げ代を均一に |
| 使用工具 | 2枚刃/3枚刃エンドミル | 2枚刃/3枚刃エンドミル | アルミ専用刃を使用 |
| クーラント | 水溶性(外部+内部) | 水溶性(外部) | ミストも有効だが溶着に注意 |
アルミ加工は「いかに切りくずを逃がすか」が勝負です。条件表の数値を入力しても、治具のクランプ力が弱くてワークが浮いたり、切りくずがポケット内に溜まったままだと、面粗さはすぐに出なくなります。
そのお悩み、一度ご相談ください
試作1個から量産まで対応。図面をお持ちでなくても概算見積りが可能です。
アルミ切削加工を外注する際のチェックポイント
満足のいく品質を最短納期で手に入れるためには、加工会社の得手不得手を把握することが不可欠です。
確認① アルミ専用の設備と知見があるか
鉄やステンレス主体の会社と、アルミ主体の会社では、保有している刃物や主軸回転数が異なります。アルミを高速で回せる主軸回転数(10,000rpm以上)の設備があるか確認しましょう。
- 高速マシニングセンタの保有台数
- アルミ専用工具(DLCコーティング等)の常備
- 薄肉加工の治具ノウハウ
確認② 検査体制は十分か
アルミは傷つきやすく、寸法変化も激しい材料です。加工直後の測定だけでなく、恒温室での三次元測定など、精度を裏付ける検査設備があるかどうかが信頼の証です。
確認③ VA/VE提案をしてくれるか
「このRをもう少し大きくすれば、コストが20%下がります」といった、設計者へのフィードバックがある加工会社は、長期的なパートナーとして非常に価値が高いと言えます。
初めての複雑形状を依頼する場合は、まず試作1個から発注することを強く推奨します。量産に入ってから設計の不備が見つかると、金型修正や工程変更で莫大なコストロスが発生するためです。
よくあるご相談(FAQ)
淀川金属にお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- 隅アール(R)は「工具径よりわずかに大きく」設定することで加工時間を短縮できる。
- 深穴加工は「L/D比を3倍以内」に抑えるのが最もコスト効率が良い。
- 過剰な公差設定を避け、一般公差を活用することで検査・加工コストを削減。
- アルミ特有の「溶着」と「反り」を理解した設計がトラブル回避の鍵。
アルミ切削加工の品質とコストのバランスを最適化するには、設計段階での「加工のしやすさ(被削性)」への配慮が不可欠です。
淀川金属では、アルミ精密フライス加工をコア技術に、試作1点から量産まで、徹底した四段階検査体制で高品質な部品をお届けします。設計段階からのご相談も大歓迎です。
お気軽にご連絡ください
フライス加工・マシニングセンタ加工専門の技術スタッフが対応します。
お見積りは無料、通常3営業日以内にご回答します。

株式会社 淀川金属
1996年設立。大阪を拠点に、精密金属加工(マシニング、CNC旋盤、ワイヤーカット、放電加工)から板金加工、治工具製作、産業用合理化機械(FA)開発まで一貫対応しています。アルミ・ステンレス・伸銅・樹脂など幅広い材質に対応し、試作1点から量産まで支援。新規品は四段階検査を実施し、三次元測定機・画像測定機などの設備で精度を保証。本コラムは現場で蓄積した一次情報をもとに、設計・発注・加工判断に役立つ実務知識を提供します。

㈱淀川金属/代表取締役 山岡健一
淀川金属株式会社 代表取締役、山岡健一。 10代で板金加工の現場に入り、製造業一筋で技術と経験を積み重ねてきた。 約20年前にはマレーシアで大手鉄道会社のプロジェクトを成功させるなど、国内外のものづくりに携わる。 現在は80名のスタッフを率い、設計から加工・溶接・組立までを自社で完結する一貫生産体制を強みに事業を展開している。
試作1点・短納期案件のご相談も承っています。図面段階からの技術相談も可能ですので、お気軽にお問い合わせください。
関連記事
-
 大坂でA2017のフライス加工の外注・ご依頼なら淀川金属へ─大阪・約30年の実績・試作1個対応─
大坂でA2017のフライス加工の外注・ご依頼なら淀川金属へ─大阪・約30年の実績・試作1個対応─ -
大坂でA5052のフライス加工の外注先は淀川金属へ─大阪・四段階検査─
-
守口市でアルミのマシニング加工の外注先をお探しなら─難加工・品質不安も淀川金属が解決─
-
守口市のアルミ加工の見積り・ご依頼なら淀川金属へ─試作1個対応・四段階検査─
-
関西でアルミフライス加工の見積り・ご依頼なら淀川金属へ─試作1個対応・四段階検査─
-
大阪でアルミ精密加工の見積りでお困りなら─品質不安・短納期も淀川金属が解決─
-
大阪でアルミのフライス加工の見積を取るなら淀川金属へ─試作〜量産対応─
-
アルミ一貫加工の外注・ご依頼なら淀川金属へ─約30年の実績・試作1個対応─







