.png)
アルミの切削加工なら淀川金属へ|加工のポイントと対策 ─ 溶着・歪み・バリを現場経験から解説 ─

アルミの切削加工なら淀川金属へ|加工のポイントと対策 ─ 溶着・歪み・バリを現場経験から解説 ─

アルミニウムは軽量で耐食性に優れる反面、切削加工においては「溶着」や「熱変位による歪み」など、他の金属とは異なる難しさがあります。特に精密部品においては、材料特性を熟知した職人の経験値が仕上がりを大きく左右します。
この記事では、淀川金属が培ってきたアルミ切削のノウハウを凝縮しました。A5052やA7075といった材種ごとの使い分けから、具体的なトラブル対策まで、設計・調達の現場で即座に役立つ情報をお届けします。
アルミ精密加工とは何か・どんな特徴があるか

アルミ精密加工は、主にマシニングセンタやCNC旋盤を用い、金属材料の中でも切削性の高いアルミニウム合金を削り出す工法です。熱膨張係数が大きく、粘り気があるため、高速切削時における刃先の温度管理が非常に重要になります。
現場で多用されるアルミ合金と他材料の比較をまとめました。
| 材料名 | 系統 | 特徴 | 主な用途 |
|---|---|---|---|
| A5052 | アルミ合金(Mg系) | 耐食性と加工性のバランスが良い | 一般産業機械、筐体部品 |
| A7075 | アルミ合金(Zn-Mg系) | アルミ最高クラスの強度(超々ジュラルミン) | 航空宇宙、金型、可動部品 |
| SUS304 | ステンレス | 硬く、熱伝導率が低いため難削材 | 食品機器、医療関連 |
| S50C | 炭素鋼 | 安価で強度が安定している | 治具ベース、構造部材 |
アルミは鉄に比べ約3倍熱で膨らみやすいため、加工中の寸法変化を予測した補正が欠かせません。私たちの現場では、朝の冷え込みと午後の気温上昇まで考慮して調整を行います。
アルミ切削加工で発生しやすいトラブル
アルミ加工は一見容易に見えますが、油断すると致命的な不具合を招きます。現場で直面する代表的な3つの課題を挙げます。
① 刃先への溶着
アルミは融点が低く粘りがあるため、切削熱で溶けたアルミが刃先にこびりつく「構成刃先」を形成しやすいのが難点です。刃先が溶着すると切れ味が急激に悪化し、仕上げ面が白濁してしまいます。
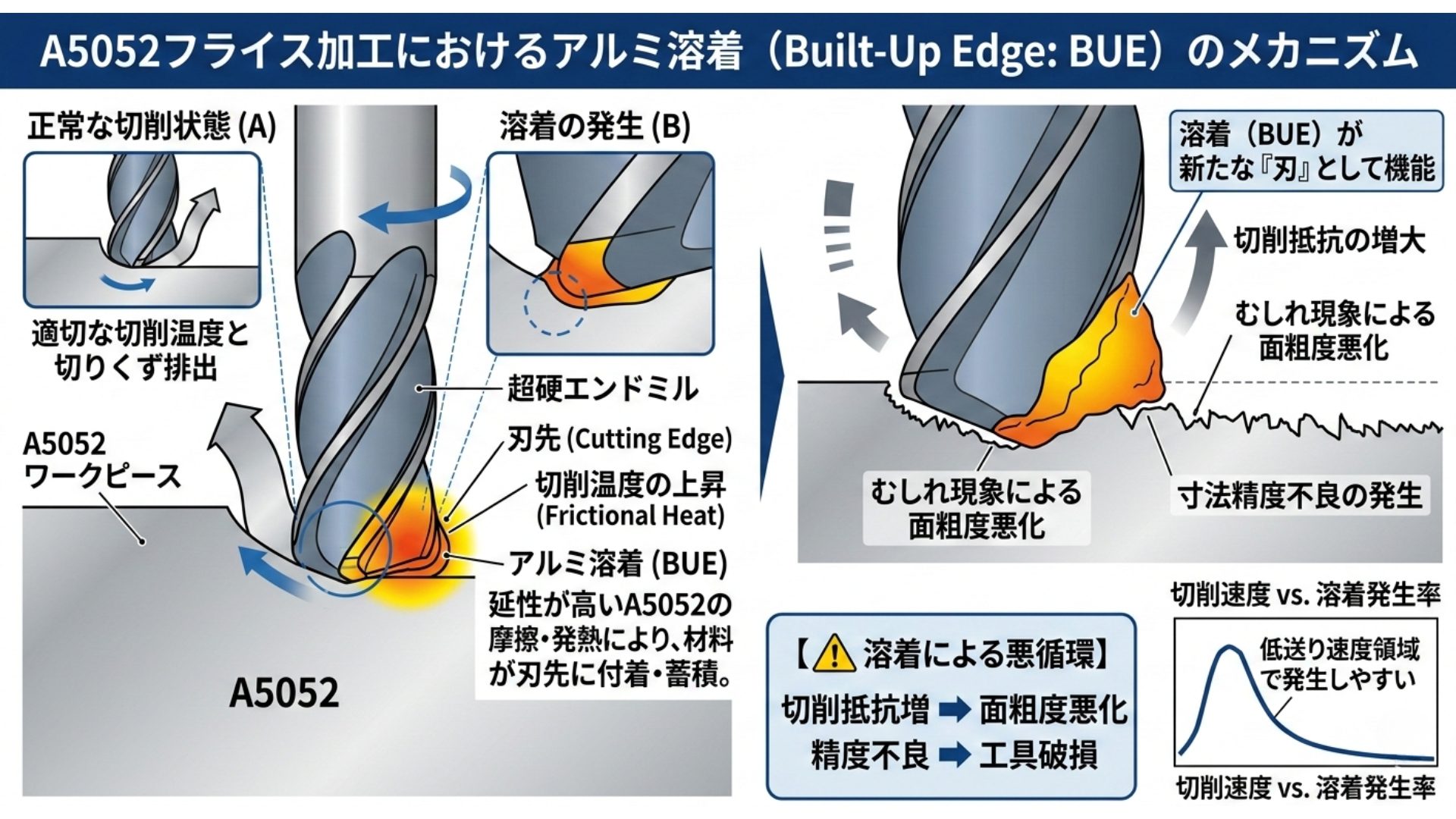
- 面粗度の低下(ムラ・曇り)
- 工具の破損(切粉が詰まり折損)
- 寸法精度の著しい悪化
- 後工程のアルマイト処理での外観不良
② 加工後の歪み(反り)
アルミは内部応力に敏感です。特に板材から薄く削り出す場合、固定していたバイスを緩めた瞬間にバネのようにワークが反る現象が起きます。これは材料本来の残留応力と加工時の切削ストレスが原因です。
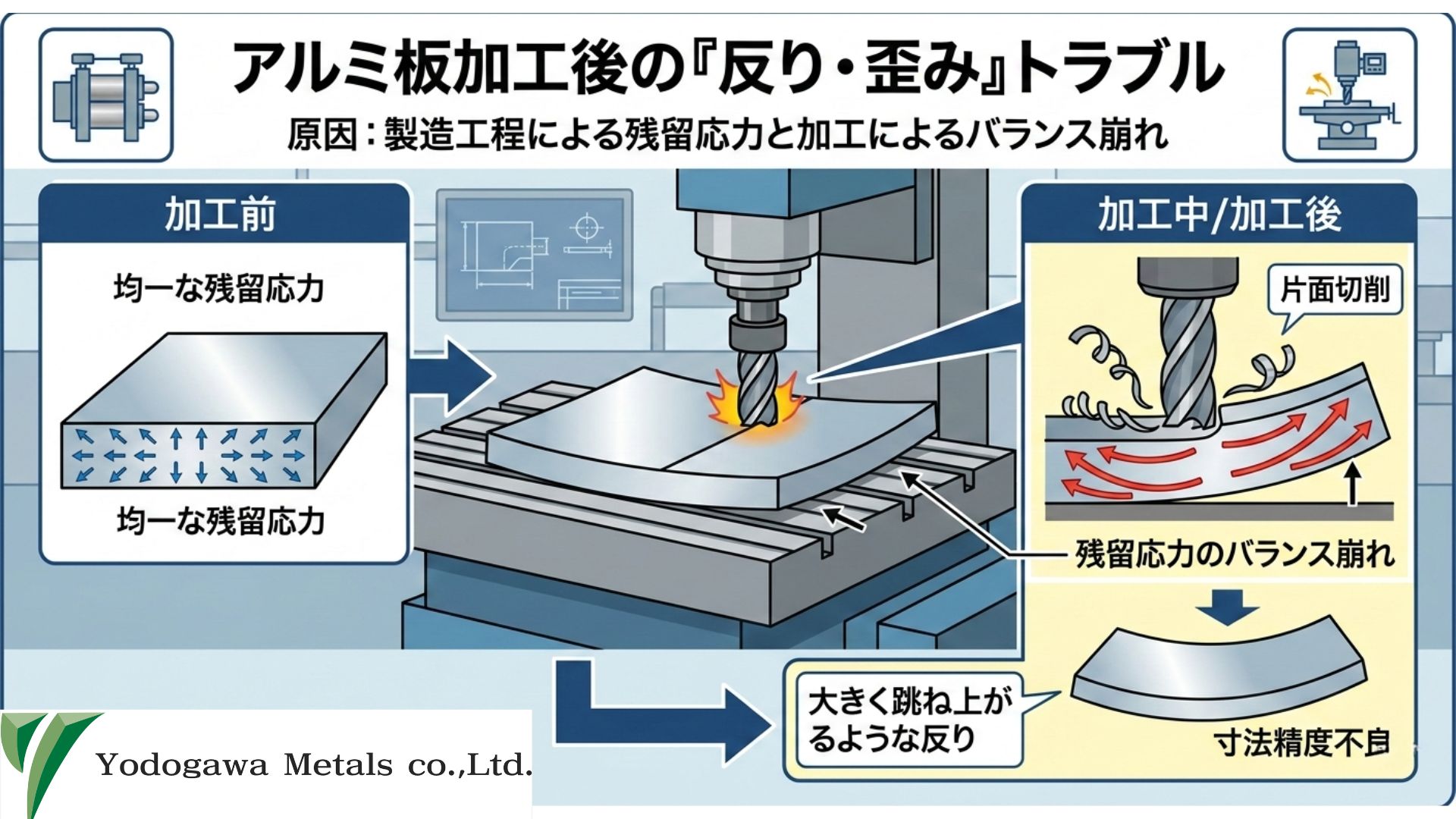
発生しやすい条件
- 肉厚が不均等な形状
- 片側だけを大きく削り落とす加工
- 切削速度が速すぎて熱を持ちすぎた場合
- 治具の締め付け圧が強すぎる場合
③ 巨大なバリの発生
アルミは延性が高いため、刃物の逃げ際で材料が切れずに「めくれ」として残ります。二次バリ(微細なバリ)が残ると、精密機器への組み込み時に重大なトラブルを招くため、徹底した対策が必要です。
加工職人が重視するアルミ切削のポイント
淀川金属の技術チームが、安定した品質を出すために実践している独自のノウハウです。
ポイント① 工具選定と鏡面研磨
アルミ専用のエンドミルを使用するのは当然ですが、私たちはさらに「すくい角」が大きく、刃先が鏡面のように研磨された工具を推奨しています。
DLC(ダイヤモンドライクカーボン)コーティングを施した工具を使用することで、アルミとの親和性を下げ、溶着を物理的に封じ込めます。
ポイント② 段取りとクランプ圧の管理
歪みを抑えるため、クランプは「点で押さえず面で保持」することを基本としています。
| 項目 | 荒加工 | 仕上げ加工 |
|---|---|---|
| 固定方法 | 強固なバイス固定 | 吸着または緩めのホールド |
| 目的 | 能率優先(大量切削) | 精度優先(応力解放後) |
| 職人の目 | 振動の有無を音で判断 | ダイヤルゲージでの微細な歪み確認 |
ポイント③ パス(刃筋)の工夫
バリを最小限にするため、刃物がワークから抜ける際の角度を計算します。
- 「ダウンカット」の徹底:常に材料を押し下げる方向に削り、めくれを抑制します。
- 面取りの同時加工:プログラミング段階でバリが出る箇所をあらかじめ面取り刃で通過させます。
アルミ精密加工の代表的な加工条件の目安
条件設定は機械の剛性や工具によって異なりますが、淀川金属で基準としているA5052・A7075向けの一般値を紹介します。あくまで目安とし、現場での「試し切り」が重要です。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度 (m/min) | 300 – 600 | 600 – 1000 | 高速回転で熱を逃がす |
| 送り速度 (mm/tooth) | 0.1 – 0.25 | 0.03 – 0.08 | 面粗度に合わせて調整 |
| 切り込み量 (mm) | 1.0 – 5.0 | 0.05 – 0.2 | 歪み防止のため仕上げは薄く |
| 工具 | 超硬3枚刃エンドミル | 超硬2枚刃(DLC) | 切粉排出を重視 |
| クーラント | 水溶性(大量噴射) | 水溶性またはMQL | 刃先の冷却を最優先 |
機械の主軸トルクや、ワークの固定剛性が足りない状態で条件を上げると、振動(ビビリ)が発生し、一瞬でワークが台無しになります。
そのお悩み、一度ご相談ください
試作1個から量産まで対応。図面をお持ちでなくても概算見積りが可能です。
アルミ精密加工を外注する際のチェックポイント
アルミは加工しやすいと言われますが、だからこそ「安かろう悪かろう」が起きやすい材料です。信頼できる外注先を選ぶ基準を明示します。
確認① 保有設備のスペックと環境
アルミは熱膨張が激しいため、工場内の温度管理がなされているかが重要です。
- 恒温室での三次元測定機による検査体制があるか
- 高速主軸(10,000rpm以上)のマシニングを保有しているか
確認② 材料提案からの一貫対応
「この用途ならA5052よりA2017の方が向いていますよ」といった、図面を超えた最適化提案ができるかが、加工会社のレベルを物語ります。
確認③ アルマイト処理などの連携
アルミ加工の多くは表面処理がセットになります。加工時の傷がアルマイトで目立ってしまうトラブルを防ぐため、表面処理工程を理解した加工指示ができているかを確認しましょう。
淀川金属では、初回のご依頼時には「なぜこの形状で歪みが出るのか」の解析結果を添えて納品することもあります。まずは小さな試作からお試しください。
よくあるご相談(FAQ)
淀川金属にお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- アルミ加工の最大の敵は「溶着」と「加工歪み」であることを理解する。
- 高品質な面を得るには、アルミ専用のDLC工具や鏡面刃物が不可欠。
- バリ対策にはプログラミング段階での刃筋(パス)の工夫が現場職人の腕。
- 外注先選定では、温度管理環境と材料提案力があるかを確認する。
アルミ精密加工の品質は、単に機械を回すだけでは決まりません。材料の「声」を聞き、最適な切削条件を導き出す経験こそがすべてです。
淀川金属では、30年の歴史の中で培った技術力で、お客様の「形にしたい」という想いに応えます。試作1点から量産設計の相談まで、アルミの切削加工のことなら私たちにお任せください。
お気軽にご連絡ください
フライス加工・マシニングセンタ加工専門の技術スタッフが対応します。
お見積りは無料、通常3営業日以内にご回答します。

株式会社 淀川金属
1996年設立。大阪を拠点に、精密金属加工(マシニング、CNC旋盤、ワイヤーカット、放電加工)から板金加工、治工具製作、産業用合理化機械(FA)開発まで一貫対応しています。アルミ・ステンレス・伸銅・樹脂など幅広い材質に対応し、試作1点から量産まで支援。新規品は四段階検査を実施し、三次元測定機・画像測定機などの設備で精度を保証。本コラムは現場で蓄積した一次情報をもとに、設計・発注・加工判断に役立つ実務知識を提供します。

㈱淀川金属/代表取締役 山岡健一
淀川金属株式会社 代表取締役、山岡健一。 10代で板金加工の現場に入り、製造業一筋で技術と経験を積み重ねてきた。 約20年前にはマレーシアで大手鉄道会社のプロジェクトを成功させるなど、国内外のものづくりに携わる。 現在は80名のスタッフを率い、設計から加工・溶接・組立までを自社で完結する一貫生産体制を強みに事業を展開している。
試作1点・短納期案件のご相談も承っています。図面段階からの技術相談も可能ですので、お気軽にお問い合わせください。
関連記事
-
 アルミの比重は2.7|アルミ材の基礎知識と加工条件への影響 ─ 慣性・たわみ・切削振動を現場経験から解説 ─
アルミの比重は2.7|アルミ材の基礎知識と加工条件への影響 ─ 慣性・たわみ・切削振動を現場経験から解説 ─ -
A6061のフライス加工試作や小ロットの依頼なら─試作1個対応・小ロット高精度・難加工歓迎─淀川金属へ
-
大阪でA5052のフライス加工の依頼先をお探しなら淀川金属へ─試作1個対応・難加工歓迎・四段階検査─
-
アルミ切削加工のコスト削減のポイントと設計のコツ ─ R設定の適正化・深穴回避・公差緩和を現場経験から解説 ─
-
アルミ 板加工の注意点と選び方 ─ 歪み・傷・精度不足を現場経験から解説 ─
-
高精度なアルミ部品のマシニング加工なら淀川金属へ|品質で選ばれる理由
-
A5052フライス加工の注意点と高精度を実現する加工条件
-
アルミのマシニング加工の品質とコストを最適化する実践ガイド|材質別切削条件と失敗対策の全知識