.png)
アルミの比重は2.7|アルミ材の基礎知識と加工条件への影響 ─ 慣性・たわみ・切削振動を現場経験から解説 ─

アルミ 比重の基礎知識と加工条件への影響 ─ 慣性・たわみ・切削振動を現場経験から解説 ─

アルミニウムの最大の特徴は、鉄やステンレスと比較して約3分の1という「軽さ」にあります。加工現場において、この比重の小ささは加工のしやすさに直結する一方で、クランプの安定性や切削時の振動抑制において特有の難しさを引き起こす要因となります。
本記事では、アルミの比重が加工精度や製品設計にどのような影響を与えるのか、そして高品質なフライス加工を実現するための現場ノウハウを詳しく解説します。設計者や購買担当者が知っておくべき「軽さゆえの注意点」を網羅しました。
アルミの比重とは何か(鉄・SUSとの比較)
純アルミニウムの比重は約2.70です。これに対し、鉄(約7.87)やステンレス(約7.93)はアルミの約3倍近い重さがあります。この圧倒的な軽量性が、航空宇宙、自動車、半導体装置などの「可動部の慣性低減」に不可欠な材料とされる理由です。
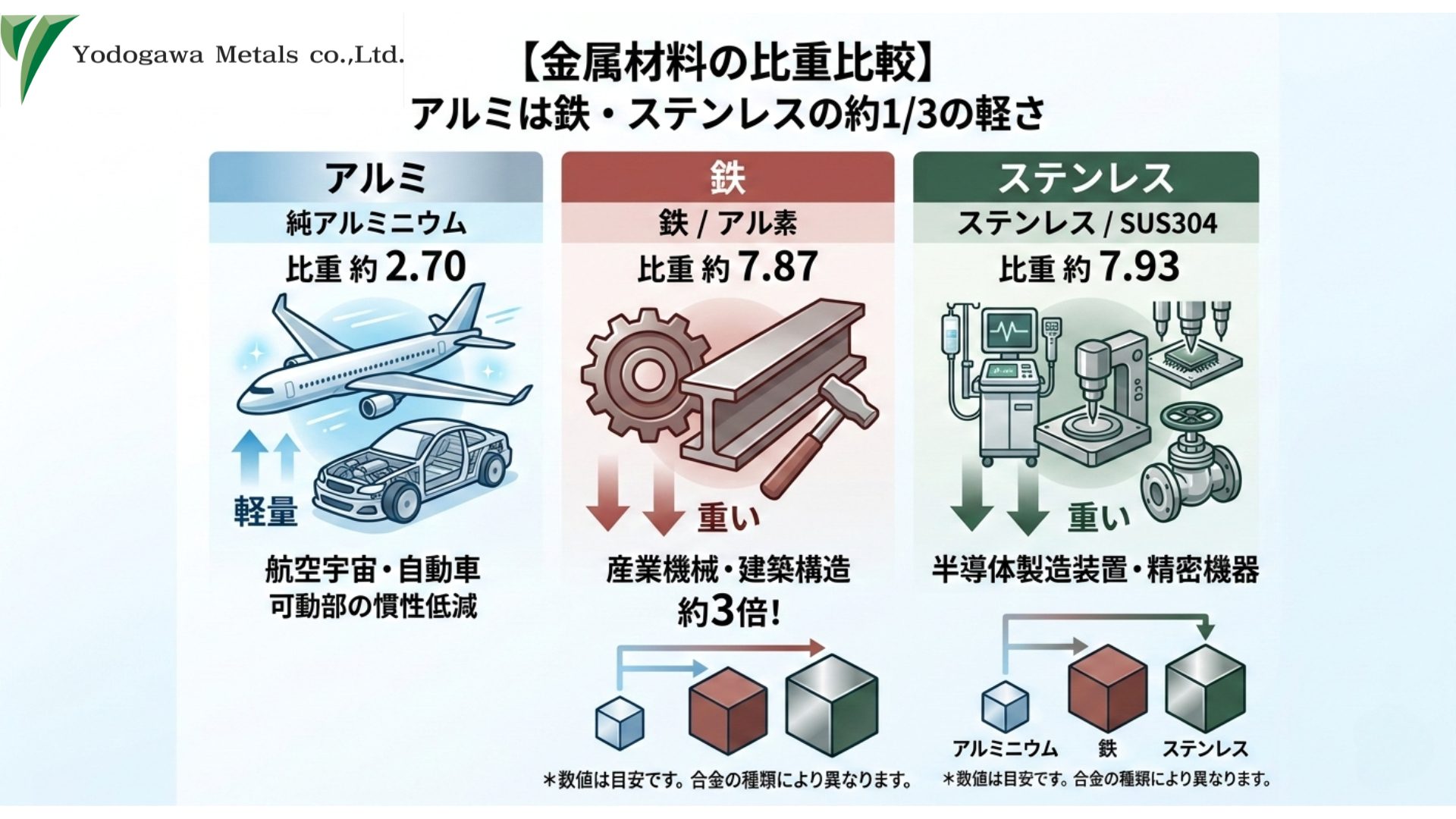
現場で扱われる主要な金属材料の比重を比較したものが以下の表です。
| 材料名 | 比重(近似値) | 特徴 | 主な用途 |
|---|---|---|---|
| アルミニウム (A5052) | 2.68 | 軽量、耐食性に優れる | 船舶、車両、一般機械部品 |
| 鉄 (SS400) | 7.85 | 安価、強度と加工性のバランス | 構造材、建築、大型フレーム |
| ステンレス (SUS304) | 7.93 | 耐食性・耐熱性が高い | 食品機械、医療機器、化学プラント |
| 真鍮 (C2801) | 8.43 | 導電性、切削性が非常に良い | 電気部品、精密ネジ、装飾品 |
同じ体積でも鉄の1/3しかないため、ワークの自重による保持力が期待できません。クランプ圧を上げすぎると簡単に歪むため、力加減が職人の腕の見せ所となります。
比重の低さが招く加工トラブル
アルミは削りやすい材料ですが、「軽い」ということは「剛性が低い(ヤング率が低い)」こととも密接に関係しており、特有のトラブルが発生します。
① 切削振動(ビビリ)の発生
アルミは質量が小さいため、刃物が接触した際の衝撃でワーク自体が振動しやすい性質があります。特に薄肉形状の加工では、共振による「ビビリ」が顕著に現れます。
- 面粗度の悪化(表面に波打ち模様が出る)
- 工具寿命の低下(不規則な衝撃で刃先が欠ける)
- 寸法精度のバラつき
- 加工騒音による作業環境の悪化
② クランプ歪みと位置ズレ
重量物であれば自重である程度安定しますが、軽いアルミは切削抵抗に負けて動いてしまうことがあります。かといって強く締めすぎると、比重とともに低い剛性により、バイスを緩めた瞬間にワークが元に戻ろうとして寸法が狂う「戻り」が発生します。
発生しやすい条件
- 大径の正面フライスで高速切削を行う場合
- 薄板を上から強く押さえつけた場合
- 治具の接地面が小さく、摩擦抵抗が不足している場合
- サイドロックなど、一点に強い圧力がかかる固定方法
③ 切り屑の処理不良
アルミの切り屑は軽く、切削油剤で飛ばしやすい反面、機内に堆積して排出を妨げることがあります。特に比重の軽い切り屑が絡まり合うと、加工面を傷つける原因となります。
加工職人が重視する「軽さ」への対策ポイント
淀川金属の現場では、アルミの比重特性を逆手に取り、高精度を実現するための調整を行っています。
ポイント① 低抵抗刃物の選択
振動を防ぐには、切削抵抗を極限まで下げることが重要です。アルミ専用の超硬・鏡面研磨された刃物を使用し、スッと切れる状態を作ります。
刃数を減らした2枚刃のエンドミルを選択し、切り屑のポケットを大きく確保することで、軽い切り屑を速やかに排出させ、共振を抑制します。
ポイント② 剛性とクランプのバランス
材料の比重差に合わせた保持力の設計が必要です。
| 特性 | アルミ(低比重) | 鉄・SUS(高比重) |
|---|---|---|
| 保持圧 | 必要最小限(面で押さえる) | 強固に固定(点で押さえても可) |
| 歪み対策 | クランプ後の「抜き加工」が必須 | 比較的変形しにくい |
| 治具材質 | アルミ製治具で傷防止 | 鋼製治具で剛性確保 |
ポイント③ 「捨て加工」による応力解放
アルミは比重が軽く剛性が低いため、内部応力による反りが顕著に出ます。荒加工後に一度クランプを緩め、材料を「リラックス」させてから仕上げを行うのが、精密加工の定石です。
アルミ材の代表的な加工条件の目安
アルミは比重が小さく慣性が働きにくいため、高速回転が可能です。ただし、「送り速度」と「切り込み量」は機械の剛性に大きく左右されるため、以下の数値はあくまで目安です。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度 (m/min) | 300 – 600 | 600 – 1000 | 超硬工具使用時 |
| 送り速度 (mm/刃) | 0.1 – 0.2 | 0.03 – 0.08 | 面粗度重視なら低く |
| 切り込み量 (mm) | 1.0 – 5.0 | 0.05 – 0.2 | 薄肉部は控えめに |
| 工具 | 3枚刃ラフィング | 2枚刃アルミ専用 | ノンコート/DLC |
| クーラント | 水溶性(大量) | 水溶性(ミスト可) | 溶着防止が最優先 |
ワークの保持状態が甘いまま高速回転させると、遠心力や振動でワークが吹き飛ぶ危険があります。比重の軽さを考慮した安全な段取りが前提となります。
そのお悩み、一度ご相談ください
試作1個から量産まで対応。図面をお持ちでなくても概算見積りが可能です。
アルミ加工を外注する際のチェックポイント
アルミの特性を熟知しているかどうかで、仕上がりは劇的に変わります。外注先選定の基準は以下の通りです。
確認① アルミ専用工具の充実度
鉄用工具の流用では、比重の軽いアルミ独特の切り屑排出に対応できず、面が荒れます。アルミ専用のエンドミルや小径カッターを豊富に揃えているかは、品質の指標になります。
確認② 治具製作のノウハウ
汎用バイスだけで全ての加工を済ませようとする会社は、歪み対策が不十分な場合があります。材料の形状に合わせた「専用の当て金」や「吸着テーブル」を自社で作れるかどうかが重要です。
確認③ 恒温環境での管理
アルミは比重が軽いだけでなく、熱膨張係数が鉄の約2倍と高いです。空調管理された工場で加工・測定を行っているかは、ミクロン単位の指示を出す際の必須条件です。
特に薄肉や複雑形状の場合、初回は試作1個からの対応が可能かを確認しましょう。量産前に「軽さゆえの歪み」をクリアにする工程が必要です。
よくあるご相談(FAQ)
淀川金属にお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- アルミの比重は鉄の約1/3(約2.7)であり、圧倒的な軽量化が可能。
- 軽いゆえに「切削振動(ビビリ)」や「クランプ歪み」が発生しやすく、高度な段取りが必要。
- 高精度を出すには、アルミ専用工具の選定と応力解放(二段加工)が欠かせない。
- 外注先には、熱膨張と剛性不足を考慮した「治具製作能力」がある会社を選ぶべき。
アルミニウムの加工品質を左右するのは、この「軽さ」という特性をいかにコントロールするかにかかっています。
私たち淀川金属では、アルミの比重特性を知り尽くした職人が、最新のマシニングセンタを駆使してミクロン単位の精度をお約束します。難形状や薄肉加工でお悩みの方は、ぜひ一度お声がけください。
お気軽にご連絡ください
フライス加工・マシニングセンタ加工専門の技術スタッフが対応します。
お見積りは無料、通常3営業日以内にご回答します。

株式会社 淀川金属
1996年設立。大阪を拠点に、精密金属加工(マシニング、CNC旋盤、ワイヤーカット、放電加工)から板金加工、治工具製作、産業用合理化機械(FA)開発まで一貫対応しています。アルミ・ステンレス・伸銅・樹脂など幅広い材質に対応し、試作1点から量産まで支援。新規品は四段階検査を実施し、三次元測定機・画像測定機などの設備で精度を保証。本コラムは現場で蓄積した一次情報をもとに、設計・発注・加工判断に役立つ実務知識を提供します。

㈱淀川金属/代表取締役 山岡健一
淀川金属株式会社 代表取締役、山岡健一。 10代で板金加工の現場に入り、製造業一筋で技術と経験を積み重ねてきた。 約20年前にはマレーシアで大手鉄道会社のプロジェクトを成功させるなど、国内外のものづくりに携わる。 現在は80名のスタッフを率い、設計から加工・溶接・組立までを自社で完結する一貫生産体制を強みに事業を展開している。
試作1点・短納期案件のご相談も承っています。図面段階からの技術相談も可能ですので、お気軽にお問い合わせください。
関連記事
-
 アルミ切削加工のコスト削減のポイントと設計のコツ ─ R設定の適正化・深穴回避・公差緩和を現場経験から解説 ─
アルミ切削加工のコスト削減のポイントと設計のコツ ─ R設定の適正化・深穴回避・公差緩和を現場経験から解説 ─ -
アルミ 板加工の注意点と選び方 ─ 歪み・傷・精度不足を現場経験から解説 ─
-
高精度なアルミ部品のマシニング加工なら淀川金属へ|品質で選ばれる理由
-
A5052フライス加工の注意点と高精度を実現する加工条件
-
アルミのマシニング加工の品質とコストを最適化する実践ガイド|材質別切削条件と失敗対策の全知識
-
アルミニウムのフライス加工の注意点|品質差が生まれる原因と対策を解説
-
ジュラルミンの腐食原因とは?発生メカニズムと防止対策を解説
-
アルミニウムの強度とは?合金別の違いと用途別の選び方を解説